










/coffee-tea.jpg?width=270&height=150&length=270&name=coffee-tea.jpg)






















Service Agreements
Find out more about our Service Agreements here.

Suitable for sensitive food products featuring an easy detachment of the barrier layer and the lid.
Get inspired with regular updates on technologies and services, case studies, webinar offers and events.


Your cookies and crackers deserve the best handling and packaging solution.
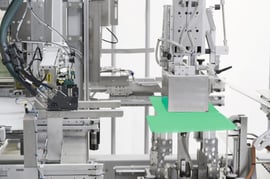
Hygienic machine design and automation technologies, from primary to secondary packaging.
Latest insights on processing and packaging for a demanding product.

Hygienic, flexible packaging solutions including stand up bags like full corner seal or Doy.
The future of the coffee market and a checklist for long-term success.

Impact of the product characteristics of health and nutrition bars on the packaging process.
A guide through the maze of sustainable packaging solutions.
Find out more about our Service Agreements here.

Find out more about Digital Solutions here.

Find out more about Parts here.

Find out more about Maintenance here.
/remote-assistant.jpg?width=640&height=640&name=remote-assistant.jpg)
Find out more about Technical Support here.

Find out more about Modernizations here.

Find out more about our Training here.

Find out more about our Expert Services here.

Learn more about our sustainable coffee packaging solutions.

Uncover the secret to visually stunning biscuits, cookies, and crackers. Our site highlights the...

Learn how Syntegon empowers cookie and cracker producers to navigate industry challenges, including...

Discover the features of every biscuit, cookie, and cracker. From shapes to fillings, our expertise...

Discover innovative confectionery solutions at ProSweets 2025, booth D045, Hall 10.1. Experience...
