





Service Agreements
Find out more about our Service Agreements here.



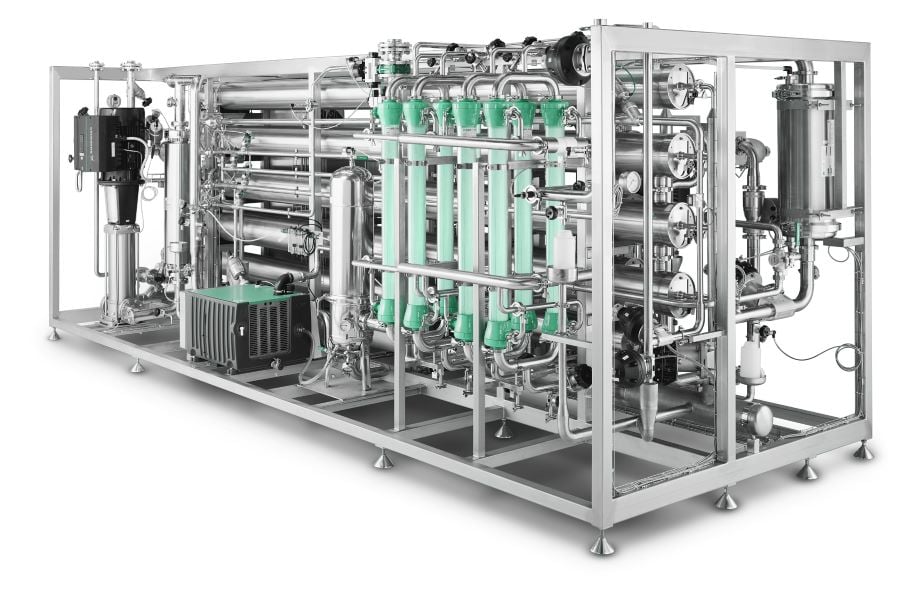
Syntegon uses the highly energy-efficient “cold” membrane process of reverse osmosis, along with electrodeionization and ultrafiltration, in a modular, full-featured design. Storage can still be either hot or cold. This approach substantially reduces the initial capital investment, required footprint, energy consumption, as well as the ongoing qualification and maintenance costs when compared to traditional distillation-based systems.

Featuring a small footprint and height in all configurations for easy drop-in installation, the modular design is highly hygienic and accessible, making maintenance quick and easy. Measuring devices and sensors throughout ensure that the filter and water quality are monitored and maintained during the entire production process.
Tailored modular pretreatment systems for both raw and potable water
Membrane-based, energy-efficient GMP generation of PW and HPW with a small footprint and excellent accessibility
Membrane-based, highly energy-efficient GMP system for the “cold” generation of WFI with ultrafiltration for the final reduction of endotoxins
Comprehensive storage and distribution systems for PW and WFI with continuous monitoring of all quality-relevant attributes
Distribution loops with recirculation lines with point-of-use management and sanitization

Find out more about our Service Agreements here.

Find out more about Digital Solutions here.

Find out more about Parts here.

Find out more about Maintenance here.
/remote-assistant.jpg?width=640&height=640&name=remote-assistant.jpg)
Find out more about Technical Support here.

Find out more about Modernizations here.

Find out more about our Training here.

Find out more about our Expert Services here.

There’s more than one way to produce pharmaceutical wateri

Join us at Pharmatag 2025 in Crailsheim, Germany, and experience how co-creation revolutionizes tomorrow’s pharmaceutical processes.

Stay informed about the booming RTU syringe market and Syntegon's AIM DIRect, featuring...

Discover the TPR tablet compression range from Syntegon, a trusted name in OSD drug manufacturing...

Join us at Pack Expo in Chicago from November 3-6! Discover Syntegon's solutions in the Healthcare...

Meet our experts at CPHI in Milan from October 8 to 10, 2024. Learn more about Syntegon's...
